Инкрустация делится на два основныхвида: плоскую и рельефную. В плоской инкрустации всеее вставные элементынаходятся заподлицо с поверхностью изделия, в то время как у рельефной они нескольковыступают, образуя небольшие бугорки. В одном изделии возможно сочетание этих двухвидов насечки. Подобное изделие – щипцы дляраскалывания орехов, выполненные в XVIII веке тульскими мастерами, хранитсяв Историческом музее в Москве. Небольшое изделие украшено двумя видами насечки, отличается органической связью с украшением.
Поскольку плоская насечка более проста в исполнении, с нее и следует начинать осваивать приемы работы. Нет необходимости сразу же пытаться украсить какое-то конкретное изделие. Прежде всего нужно понять сущность техники. Небольшие кусочки металла толщиной не менее 3 мм вполне пригодны для упражнений. Нанесите на сталь или бронзу простой рисунок. Положите стальную пластину на наковальню и установите зубильце на контур рисунка. Нанесите по нему несколько сильных и равномерных ударов. Как только зубило войдет в металл примерно на глубину 0,5–0,8 мм, зубильце нужно передвинуть, вновь нанести такое же число равномерных ударов. При этом зубило войдет в металл на ту же глубину, что и в первом случае. Таким образом, полученное углубление в металле будет иметь на всем протяжении одинаковую глубину. На первых; порах число ударов можно подсчитать. В дальнейшем необходимость в этом отпадет, так как основным ориентиром будет ритмическое постукивание, за которым мастер ведет контроль как бы автоматически, не задумываясь над этим, так как все его внимание должно быть уделено точной и плавной стыковке получаемых зубилом углублений.
При погружении зубильца или чекана в металл образуются не только углубления. Часть металла под действием клина вытесняется и приподнимается по краям канавки над инкрустируемой поверхностью. Приподнятые острые кромки металла называют гартом или облоем. Облой используют для закрепления металлических вставок. После проковки инкрустируемой поверхности они зажимают вставленную в канавке проволоку. Но такое креплениене очень прочное, так как после шлифовки и полировки часть прокованного облоя снимается. Чтобы повысить прочность вставных элементов инкрустации, на дне канавки насекают острым зубильцем дополнительно две канавки (рис. 2). Одну канавку делают с наклоном вправо, другую – влево. Обработанные таким образом углубления в сечении будут представлять собой расширяющийся книзу трезубец. Забитый в такое углубление мягкий металл благодаря этому прочно соединится с основой.
 Рис. 2. Формирование канавки с помощью зубильца или чекана (а) и нанесение дополнительных бороздок зубильцем (б)
Есть и другой способ дополнительного крепления элементов вставок в углублениях. Дно канавки насекают сечкой с остроотточенной рабочей частью, имеющей в сечении четырехугольник или треугольник. При такой обработке на дне канавки образуются
углубления с облоем в виде острых заусениц.При выполнении этой операции сечку
наклоняют то в одну, то в другую сторону относительно поверхности обрабатываемого изделия.
Углубления под инкрустацию на небольших металлических предметах могут быть выполнены гравировальными инструментами. Обычно этот способ выбирают в тех случаях, когда имеется навык работы с ними (рис. 3).
 Рис. 3. Вырезание канавок гравировальными инструментами: а – гравирование шпицштихелем; б – выполнение канавок фляхштихелем и болтштихелем; в – скашивание стенок шпицштихелем
Контурная и обронная гравировки, имеющие при гравировании самостоятельное значение, здесь становятся первой подготовительной стадией инкрустирования. Но выполненная резцами или гравировальными зубильцами гравировка требует дополнительной обработки. В контурных углублениях с помощью шпицштихеля скашивают с одной и другой стороны стенки так, чтобы в сечении вместо прямоугольника была трапеция. Стенки углублений скашивают также в других гнездах-углублениях, имеющих самую различную конфигурацию, например, лепестка, цветка, всевозможных геометрические фигур.
Контурную резьбу, предназначенную специально для инкрустирования, можно выполнять сразу шпицштихелем, ориентируясь на линии рисунка, нанесенного на поверхность металла. Все линии рисунка гравируют шпицштихелем так, чтобы полотно клинка было наклонно под небольшим углом вправо. Затем, ориентируясь на тот же контур и держа штихель под тем же наклоном, гравируют в обратном направлении. Если посмотреть на полученную канавку в сечении – она будет похожа на ласточкин хвост.
Заполняются гнезда-углубления металлическими вставками. Старые мастера для инкрустирования изделий из бронзы и железа применяли не только золото и серебро, но и другие металлы. В первом тысячелетии до н. э., когда железо было большой редкостью, бронзовые изделия инкрустировали вставками из железа. В. И. Даль, большой знаток всевозможных ремесел, упоминает о том, что «в Сибири делают и медную насечку, насекая медной проволокой винтовки». Разумеется, это была насечка медью по железу, точнее, по стали, из которой изготовляются обычно металлические части винтовки. При обучении технике насечки кубачинские мастера вместо серебра использовали алюминий, а вместо золота – латунь, только после этого они доверяли успешно усвоившим мастерство драгоценные металлы. Старые мастера порой говорили: «У хорошего мастера и латунное изделие дороже золотого». Итак, для насечки можно использовать самые разные простые металлы и сплавы: железо, медь, латунь, алюминий, олово, свинец, мельхиор, нейзильбер и другие. Важно соблюдать одно условие: металл для вставок должен быть мягче, чем тот, из которого изготовлено инкрустируемое изделие.
 Рис. 4. Инструменты и последовательность насечки заподлицо контурных линий:
1 – зубильце (вид спереди и сбоку), какфарник с различными сечениями рабочей части; 2 – прорубание канавок зубильцем; 3 – нанесение заусениц в канавке; 4 – вколачивание проволоки в канавку
Насечка заподлицо. Если гнезда под инкрустацию выполнены на стальном предмете, для насечки можно использовать медную или латунную проволоку.
Вместо проволоки применяют также нарезанные из листового металла узкие полоски с прямоугольным сечением. Всевозможные фигурные вставки вырезают из листового металла, толщина недорого должна соответствовать глубине вырубленного в металле гнезда. Проволоку и пруток отжигают на огне до красного каления.
Работа по заполнению углублений, выполненных чеканом, зубильцами и гравировальными инструментами (рис. 4), идет в следующей последовательности. Проволоку или пруток постепенно вколачивают в углубления легкими ударами молотка с полированным бойком. Когда все углубления будут заполнены до конца, более сильными ударами молотка выступающие элементы инкрустации проковывают так, чтобы они оказались заподлицо с поверхностью инкрустируемого предмета. Мягкий металл вставок, как пластилин, наполнит прорезанные и выбитые в металле углубления, заклинившившись в них так, что выковырять их можно, только разрушив инкрустацию. Большое значение для прочного сцепления металлов имеют заусеницы на дне углублений. Они врезаются в мягкий металл вставок, затем загибаются – и эти крючки надежно удерживают элементы вставок.
Ту же роль заусеницы, полученные с помощью острых сечек, играют при инкрустировании плоскими фигурными вставками, розетками, лепестками, бутонами, фигур человека и животных. На дне гнезда, вырубленного в изделии по форме вставного элемента, насекаются канфаринком под разными углами углубления.
Инкрустация фигурными вставками заподлицо. Из листового металла вырезают ножницами или выпиливают лобзиком фигурную вставку, например, в форме лепестка.
Края слегка скашивают, опилив их напильниками и надфилями. Затем, вставку слегка выколачивают с одной стороны выколоточным молотком со сферическим бойком. Выколотку можно выполнить иначе: молотком с плоской полированной поверхностью на чекане с шаровидным бойком. Если инкрустация выполняется на объемном изделии, например, имеющем цилиндрическую поверхность, то вставку еще и изгибают так, чтобы ее изгиб соответствовал изгибу цилиндра.
Приложив вставку к инкрустируемой поверхности выпуклой стороной вверх, обводят ее стальной чертилкой. Ориентируясь на прочерченные контуры, вырубают зубильцами гнездо (рис. 5). Глубина гнезда должна соответствовать толщине вставки. Стенки его скашивают внутрь под тем же углом, что и края вставки. Дно гнезда насекают сечкой или канфарником, вбивая их в металл под разными углами. Вложенную в гнездо вставку проковывают сильными ударами молотка с плоским полированным бойком. При этом вставка выпрямляется, края плотно соединяются со скошенными стенками гнезда. Одновременно заусеницы входят в мягкий металл вставки, сгибаются и удерживают его, словно крючками. Часть металла вставки впрессовывается в углубления, полученные канфарниками. Поверхность готовой инкрустации выравнивают с помощью шабера, а затем шлифуют и полируют. Если необходимо на готовом изделии сохранить натуральные цвета металлов, на его полированную поверхность наносят тонкий слой прозрачного лака, который предохраняет их от окисления.
 Рис. 5. Последовательность насечки заподлицо вставки из листового металла;
1 – прорубание канавки по контуру;
2 – выравнивание гнезда;
3 – насекание заусениц на дно гнезда;
4 – вколачивание вставки
Рельефная насечка. Для рельефной насечки углубления (канавки и гнезде) выполняются так же, как и для плоской насечки. При этом важное значение имеет облой, возникающий по краям углублений.
Одни из способов получения углублений с помощью чеканов для рельефной инкрустации заключается в том, что вначале их наносят острым клинообразным чеканом. Затем узкую часть канавки расширяют чеканом, имеющим плоский боек (рис. 6).
При инкрустировании линейных элементов применяют проволоку, имеющую овальное сечение. Чтобы ее получить, слегка провальцовывают или проковывают молотком обычную проволоку с круглым сечением. Ширина узкой стороны провалъцованной проволоки должна быть такой, чтобы она легко входила в предназначенное ей углубление. Вместо проволоки можно использовать полоски, нарезанные из листового металла.
 Рис. 6. Выполнение рельефное насечки с помощью чеканов: а – получение канавки чеканом с клиновидным бойком; б – проработка канавки чеканом с плоским бойком; в, г – зачеканивание вставок
В подготовленные канавки проволоку укладывают узкой стороной так, чтобы она возвышалась над поверхностью инкрустируемого изделия. Затем с одной и другой стороны канавки слегка проковывают облой (заусеницы). С их помощью вставка из проволоки удерживается, подобно камню в оправе. Получившиеся рельефные выступы имеют пока что недостаточно четкую форму. Чтобы рельефным выступам придать более четкую форму, используют чекан, боек которого имеет вогнутую поверхность. Наряду с линиями и плоскими вставками на металл можно наносить выпуклые точки. В орнаментальной или сюжетной композиции их можно использовать при решении самых разных декоративных задач.
В сочетании с линиями они могут образовывать простейший так называемый узор в полосе. Кроме того, заполняя ими определенные участки инкрустации, можно разнообразить ее, усилить декоративную выразительность. Чтобы получить круглую точку, в металле делают углубление чеканом с коническим бойком. При этом образуется по краям облой в виде приподнятой бороздки. В полученное углубление вставляют конец проволоки и обрезают ножницами на уровне облоя. Чтобы вставка не выпала, облой слегка подчеканивают молотком. Затем берут чекан с бойком, имеющим небольшое сферическое углубление. С его помощью точку зачеканивают. При этом образуется бугорок со вставкой посередине, имеющий правильную сферическую поверхность.
Фигурные вставки для рельефной инкрустации вырезают или выпиливают из металлического листа, толщина которого должна быть несколько больше, чем глубина предназначенного для нее гнезда. Вставляют в гнездо я молотком проковывают по краям облой. Затем, если это входит в художественный замысел, наносят на вставку гравировку либо выполняют рельефную резьбу. Наступающие элементы шлифуют и полируют. Следует заметить, что в отличие от низкой инкруетации шлифовку и полировку выполняют очень осторожно. Углубленные же места должны быть отполированными заранее, еще до того, как на нее будут нанесены контуры вспомогательного рисунка,
Интересна высокая насечка, при которой отпадает необходимость вырубать под накладку гнезда. В этом случае вырезанный из латуни или меди элемент орнамента накладывается на предварительно насеченную поверхность и проковывается (рис. 7).
 Рис, 7. Последовательность выполнения высокой насечки: 1 – насекание заусениц; 2 – проковка накладки; 3 – обработка накладки резьбой; внизу – латунный ключ с алюминиевой насечкой и стальной значок слатунной насечкой
Чтобы защитить изделие из стали, украшенное инкрустацией, от коррозии, его нередко патинируют. Тульские и кубачинскае оружейники широко применяли воронение. И не только для того, чтобы защитить сталь от ржавчины, а еще и потому, что иссиня-черный фон усиливает выразительность золотой насечки и подчеркивает красоту драгоценного металла. На темном вороненом фоне элементы насечки становятся более контрастными. При тонировании стали можно использовать также цвета побежалости, возникающие на поверхности металла при нагревании. Если инкрустированное латунью стальное изделие нагреть паяльной лампой до определенной температуры, оно приобретет иссиня-черный цвет, а латунь покроется лишь едва уловимым золотистым налетом. Внешне инкрустация будет напоминать золотую насечку. Не следует подвергать термическому патинированию изделия, инкрустированные оловом, свинцом и алюминием, поскольку они имеют низкую температуру плавления. Для тонирования изделий, инкрустированных этими металлами, следует применять химический способ патинирования. Но нужно подобрать такие, патинирующие составы, которые бы изменили цвет фона, но не вступили в реакцию с металлом вставок. Рецепты и разделе «Декоративная отделка металла».
ПРОСЕЧНОЙ МЕТАЛЛ
Во многих старинных изделиях ажурная просечка металла и ковка были, как правило, неотделимы друг от друга. Закончив ковку, кузнец затем приступал к просечке. Выковывая, например, дверные петли, мастер расплющивал свободные их концы до тех пор, пока они не превращались в тонкие листы. Сняв отжигом возникшее при ковке внутрикристаллическое напряжение, так называемый наклеп или нагартовку, он укладывал петли поочередно на торец массового чурбана и высекал в мягком тонком металле ажурные узоры с замысловатым переплетением стилизованных растительных побегов. Просечные украшения петель в старину называли жиковинами. Петли-жиковины преображали деревянную дверь, делали ее более нарядной. Декоративное убранство двери дополняла накладка под дверное кольцо и личина замка, тоже украшенные просечными узорами (рис. 1).
  Рис. 1. Изделия из просечного железа (петля-жиковина, личина) В XVI–XVII веках наСевере, особенно в Вологодской области, технику ажурной просечки листового металла применяли при изготовлении многих предметов быта. Листами и полосками с просечными узорами обивали сундуки, подголовники, шкатулки и ларцы. Часто просечными узорамиукрашались выполненные из листового металла подсвечнки идругие светильники. В конце XIX века листовой металл стал распространенным кровельным материалом, особенно в городах. И в работе с ним сказалась извечная потребность народных мастеров творить красоту. Если плотники й резчики украшали дом разным декором, то мастера жестянщики соадавали ему в лад по менее выразительное убранство из кружевной жести. Оно не только дополняло деревянный декор, но и было своеобразным венцом всего архитектурного сооружения. Вдоль конька крыши мастера укрепляли ажурный гребень, по краям которого устанавливали иногда миниатюрные башенки с флюгерами, вырезанными из жести со знанием дела. Поскольку они находились высоко, а значит, и далеко от глаза наблюдателя, силуэтное изображение старались делать обобщенным, без излишних мелких деталей. Оно должно было четко вырисовываться на фоне светлого неба, оставаясь видимым даже в сумерки. Обычно вырезала силуэт человека, птицы пли зверя. При легком дуновении ветерка фигурки отворачивались от него. И быть может, отсюда пошло известное выражение «держать нос по ветру». Флюгера устанавливали не только на гребне крыши, но и ещё выше – на вершине оголовка печной трубы. Каждое навершие – это, по сути дела, маленькая беседка, защищающая дымоход от попадания в него дождя, и cнегa. Некоторые из них порой напоминают сказочные терема. И это не случайно. Ведь видимый издалека дымник служил как бы своеобразной визитной карточкой дома. Как и настоящие архитектурные сооружения, дымники имеют самые разнообразные формы крыш: двускатную, шатровую, пальмовую (четырехскатную), сводчатую (полуцилиндрическую), шпилеобразную, четырехщипцовую (имеющую четыре фронтона или щипца) и с крестовым сводом. Дымник и другие архитектурные детали из просечного железа приведены на рис. 2 и 3. Традиции художественной обработки листового металла продолжают жить в наше время почти во всех уголках нашей страны, где кровельным материалом служит листовая прокатная сталь. Поэтому не редкость встретить на крышах современных домов гребни, идущие по коньку и фронтону, дымники, флюгеры и воронки водосточных труб, декорированные ажурной просечкой.  Рис. 2. Изделия из просечного железа:
1 – современный дымник (г. Тюмень);
2, 3 – гребни фронтонов (Горьковская обл.).
Технику просечки листового металла можно суспехом применить при декорировании сооружений так называемой малой архитектуры: беседок, навесов, домиков, ограждений балконов. Просечным железом можно украсить интерьер садового домика, уголок сказок впионерском лагере, прихожую в современной квартире. Для прихожей, например, желательно выполнить сразу весь гарнитур, оформленный просечным материалом ведином стиле. В него могут входить светильник, декоративное панно, рамка к зеркалу, два настенных подсвечника, а также легкая вешалка с полкой для одежды иголовных уборов.
 Рис. 3. Навершие железное просечное (XVIII в.)
Просечные украшения архитектурного декора выполняются из тонкой листовой стали, называемой: в быту кровельным железом. Обычно кровельная сталь имеет толщину 0,35—0,8 мм, ширину – 510—1250мм, и длину – 710—2500мм. Поскольку в ней содержится оченъ мало углерода, она обладает достаточно высокой пластичностью – легко гнется, режется ножницами и просекается стальными сечками. Кроме обычной стали, для просечных работ применяется также оцинкованная, имеющая высокую антикоррозийную стойкость.
Для изготовления различных бытовых предметов применяют и другие металлы: латунь, медь и алюминий. Толщина листа но должна превышать 2 мм, только алюминиевый лист может быть толще (около 3 мм). Такое ограничение объясняется тем, что более толстый металл просекать трудно дажо слесарными зубилами. Перед началом резания и просекания металл необходимо отжечь, чтобы снять внутрикристалличоское напряжение, которое обычно возникает в нем в процессе обработки на прокатном стане.
Тонкий листовой металл – скажем, жесть от консервных банок – обжигают, накалив докрасна, и опускают в холодную воду, чтобы удалить окалину и остатки сгоревшего лака. Затем жесть отбеливают в 10 %-ном растворе соляной кислоты.
На рис. 4. изображен светильник в форме фонаря иразвертка его деталей.
 Рис. 4. Фонарь из просечного металла:
1 – внешний вид;
2 – развертки деталей и сборочный чертеж
На первых порах вы можете воспользоваться готовыми чертежами и рисунком орнамента. Развертки вычертите на листе бумаги в натуральную величину., а затем переведите их контуры на латунный, стальной или медный лист толщиной не менее 1 мм.
Переводить чертеж разверток и рисунок орнаментальной композиции можно с помощью чекана-канфарника или кернера. Прикрепите бумагу к металлическому листу небольшими комочками пластилина или же приклейте по углам быстросохнущим клеем. Поставив боек кернера на линию рисунка, нанесите точный, но несильный удар. Достаточно, чтобы на поверхности металла осталась небольшая четкая вмятина-точка (керн). Перенося на металл прямые или слегка изогнутые длинные линии, интервал между точками можно делать сравнительно большим. Но там, где нужно с бумаги на металл перевести сложные контуры мелких деталей, расстояние между кернами уменьшают. Затем кернером нужно перевести на металл угловые точки разверток и центры окружности. Закончив кернение, снимите бумагу и соедините угловые точки разверток рисками с помощью стальной чертилки и проведите циркулем окружности.
Более простой способ нанесения рисунка на металл заключается в следующем. Металл обезжиривают крепким раствором, пищевой соды. Затем на его поверхность наносится тонкий слон гуашевой краски (желтой или белой). Когда краска высохнет, переводите рисунок на металл через копировальную бумагу и закрепите быстросохнущим клеем, прозрачным лаком, нанося его пульверизатором или тампоном.
Крупные узоры архитектурных украшений переводят на кровельное железо с помощью шаблонов, которые вырезают из тонкой фанеры или плотного картона. Шаблон представляет собой раппорт, то есть повторяющийся неоднократно элемент заранее разработанного орнамента в натуральную величину. Если выполняется узор в полосе, то его обводят последовательно вдоль проведенной. прямой линии. Обводят шаблон стальной чертилкой или жировым карандашом «Стеклографом». Последний можно сделать своими руками, составив пишущую массу из 4 весовых частей воска или парафина, 1 части топленого сала (можно взять кулинарный жир) и 2 частей черной порошковой краски или же печной сажи. В расплавленный воск добавьте остальные компоненты и массу тщательно перемешайте. Заранее приготовьте трубчатые стебли травянистых растений, например дягиля. Их в любое время года можно срезать в саду или возле дома. Если же по каким-либо причинам полые стебли растений заготовить не удалось, трубочки можно свернуть из полоски бумаги, намотав ее на карандаш и смазав каждый виток клеем. Трубочки перед заливкой в них расплавленной пишущей массы воткните в пластилин, который заранее прикрепите к поверхности стола или верстака.
Просекают листовой металл на торце массивного березового или букового кряжа, который принято называть топчаном или стулом. Не всегда удается приобрести кряж большого диаметра, на котором бы полностью смогла уместиться заготовка, особенно архитектурных украшений: наверший, гребней, дымников. Чтобы крупные листы находились в одной плоскости с торцом топчана, нужно рядом поставить скамеечку одинаковой с ним высоты. Можно также к кряжу на уровне торцевой поверхности прибить широкую доску, подперев ее снизу скошенной распоркой. Такая полочка будет надежно удерживать лист в горизонтальном положении, не давая ему гнуться и мяться в процессе работы.
Листовой металл просекают на торце топчана специальными сечками (рис. 5). Если лист очень толстый, то вместо сечек применяют слесарные зубила, положив лист на наковальню или на массивную стальную плиту. Сечками просекают листовую сталь толщиной но более 1 мм или же мягкие цветные металлы толщиной до 2 мм, а алюминий – до 3 мм. Сечка представляет собой небольшое долото. Полотно сечек изготавливают из инструментальной стали У8 и У10. Рабочую часть их закаляют. Ширина полотен от 4 до 20 мм. Рукояти вытачивают из бука, клена или березы. Чтобы предотвратить раскалывание древесины от ударов молотка, сверху на ручку набивают металлическое кольцо. Сечки, предназначенные для выполнения крупных работ из кровельного железа, можно изготовить из долот и стамесок. Нужно наготовить сечки с прямыми лезвиями, полукруглыми и желобчатыми.
 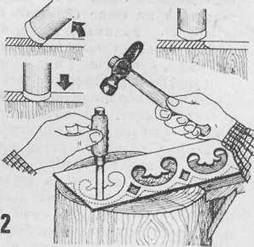 Рис. 5. Инструменты и приемы работы сечкой:
1 – полукруглая и желобочная сечки, зубила с полукрутым и прямым лезвием, чекан, шгблон дпя измерения углов заточки;
2 – госледовательность просекания листовою материала
Стальные листы, имеющие толщину более 1 мм, просекают слесарными зубилами с прямыми и полукруглыми лезвиями. Промышленность выпускает зубила с шириной лезвии 5, 10, 16 и 20 мм, длина которых соответствует 100, 125, 160 и 200 мм. Если нет в продаже зубил с полукруглыми лезвиями, их изготовляют из обычных слесарных зубил. Угол заточки зубила следует выбирать в зависимости от твердости листового металла. Угол заострения инструментов, предназначенных для рубки алюминия, должен составлять 35°, меди и латуни – 45°, а стали, имеющей среднюю твердость, – 60°, твердой стали – 70°.
Затачивать зубила и сечки нужно на наждачном кругу, попеременно снимая металл то с одной, то с другой стороны лезвия. Чтобы закаленный ранее металл не утратил обретенной твердости, нужно постоянно следить за тем, чтобы он но перегревался, время от времени смачивая его водным 5 %-ным раствором пищевой соды. Правильность угла заточки инструмента проверяют с помощью шаблона. Последнийпредставляет собой прямоугольную металлическую или пластмассовую пластинку, в которой сделаны клиновидные вырезы, имеющие углы 35°, 43°, 60° и 70°, соответствующие рекомендуемым оптимальным углам заточки режущих кромок инструментов. После окончательной заточки режущих кромок с лезвия инструмента снимают заусеницы на оселке или же на ремне с пастой ГОИ. В толстом листовом металле фигурные проемы вырубают зубилами на наковальне или на массивной стальной плите, подложив заранее под заготовку лист мягкой жести.
 Рис. 6. Последовательность выполнения просечного декора фонаря:
1 – перевод рисунка на металл; 2 – просекание металла по размеченным контурам;
3 – обработка просечного ажура выколотохным молотком на свинцовой плите;
4 – нанесение чеканом полусферических углублений (ложных заклепох).
Просекание листового металла сечками и зубилами нужно выполнять в следующей последовательности. Установите кончик лезвия сечки на контур рисунка. Чтобы удобно было следить за кончиком лезвия, сечку наклоняют. Убедившись, что лезвие установлено точно, не отнимая его от металла, придают сечке вертикальное положение и ударяют по торцу рукоятки молотком. Сила удара должна быть достаточной, чтобы металл был рассечен с одного раза. Убедившись, что металл просечен насквозь, сечку передвигают и снова устанавливают наклонно и с таким расчетом, чтобы кончин лезвия слегка находил на уже просеченное продольное отверстие. Затем сечку выравнивают и ударяют по бойку молотком. Так продолжают до тех пор, пока не будет полностью просечен намеченный участок контура. Сечки с полукруглым лезвием имеют хорошую маневренность. Ими удобно просекать контуры, имеющие сложную конфигурацию. При этом края просекаемого металла получаютсяплавными, без ступенчатости. Прямые или слегка скругленные линии просекают полукруглыми сечками, имеющими широкие лезвия, а мелкие проемы со сложными кривыми линиями – узкими сечками. Сечками с прямыми лезвиями удобно просекать короткие прямые отрезки линий, а также углы ажурных проемов. Желобчатыми сечками удобно просекать закругленные мелкие детали просечного орнамента акруглые отверстия.
Мелкие и сложные ажурные узоры в тонком листовом металле просекать на деревянном топчано нельзя, так как тонкие перемычки узоров могут легко разорваться. Поэтому просечку тонкой жести нужно выполнять на свинцовой плите. Свинцовую плиту нужно отлить в широкой металлической посудине. Свинцовая плита пригодится и в других случаях, например, для прочеканивания элементов ажурного орнамента с тыльной стороны выколоточным молотком, имеющим шарообразную форму. Элементы просечного узора приобретут благодаря этому некоторую рельефность и дополнительную жесткость. На свинцовойплите с помощью чекана наносят на листовой металл всевозможные декоративные углубления. На рис. 6 дана последовательность выполнения просечного декора фонаря. На краях просечного металла обычно образуются заусеницы и острые кромки. Их опиливают напильниками с разными сечениями. Затем готовые детали сгибают по намеченным линиям и собирают изделие с помощью клепки. Готовое изделие отшлифовывают наждачной бумагой.
Чтобы придать изделию особую выразительность, а заодно и предохранить его от воздействия внешней среды, на него наносят защитную пленку. Например, медное изделие из просечной жести можно декорировать серной печенью. Патинирующий раствор наносят на крупное изделие кистью, а мелкое опускают непосредственно в раствор.
Стальные изделия можно покрыть натуральной олифой, а затем обжечь паяльной лампой до появления на поверхности металла светло-коричневого, коричневого или черного цвета.
Чтобы защитить от коррозии архитектурные украшения из просечного железа, их грунтуют натуральной олифой, смешанной с тертым суриком. В 1 кг олифы нужно добавить 100 г сурика. Грунтовку равномерно втирают в металл, следя за тем, чтобы на нем не осталось даже самых незначительных пробелов. Как только грунтовка высохнет, изделия окрашивают масляной краской.
ДЕКОРАТИВНАЯ ОТДЕЛКА МЕТАЛЛА
Готовое изделие – будь то ювелириос украшение, скульптурная отливка, чеканный рельеф или посуда, имеющая утилитарное назначение – обязательно на завершающем этапе подвергается декоративной отделке. Она не только улучшает внешний нид предмета, но и защищает его от коррозии. Хорошо отделанное изделие приятно взять в руки. Оно гигиенично, так как с него легко удаляются всевозможные загрязнений. На протяжении многих столетий мастера изобретали все новые и новые способы отделки металла. Они научились шлифовать и полировать поверхность изделий из металла, придавать ей при необходимости шероховатую фактуру, окрашивать. Существует множество рецептов нанесения тончайших защитных пленок самых разнообразных цветов. В средние века фактура и окраска металла имели глубоко символическое значение. Это учитывалось при выполнении на металле всевозможных гербов. Так, «геральдическим» считалось вороненое железо, отполированное до зеркального блеска серебро и золото с канфаренной поверхностью, образованной мельчайшими точечными углублениями.
В древности особенно тщательно металл полировали при производстве зеркал. По утверждению Плиния Старшего, лучшие зеркала изготовляли «из смеси меди и олова», то есть бронзы. Но так же легко до зеркального блеска полируется медь и латунь. Современные мастера, использующие полировку как способ декоративной отделки металла, хорошо знают, что так же прекрасно полируются другие сравнительно новые сплавы на медной основе: мельхиор и нейзильбер, напоминающие по цвету серебро.
Полированию, как правило, предшествует шлифование, которое выравнивает поверхность металла, удаляя всевозможные вмятины, царапины и выступы.
Шлифование. Оно выполняется с помощью абразивных материалов естественного происхождения – корунда, алмаза, кремния, кварца, наждака и искусственных – карбида кремния (карборунда), карбида бора, электрокорунда и др.
Абразивы (частички различной зернистости и большой твердости), наклеенные на бумагу или ткань, называют шлифовальными шкурками. В практике шлифовальную шкурку на бумажной основе именуют также наждачной бумагой. Шкурка на тканевой основе бывает простой и водостойкой. Водостойкую шкурку применяют в тех случаях, когда металл необходимо смачивать водой или какой-либодругой охлаждающей жидкостью. Шлифовку выполняют вначале крупнозернистой наждачной бумагой, постепенно переходя к самой мелкозернистой. Рельефные поверхности шлифуют, нажимая на шкурку ладонью или пальцем. При шлифовке ровных поверхностей шлифовальную шкурку укрепляют на деревянной колодкев виде прямоугольного бруска.
 Рис. 1. Шлифование и полирование латуни кирпичной мукой
На последней стадии шлифовки применяют различные шлифовальные пасты, выпускаемые промышленностью. Старые мастера иногда для шлифования применили мельчайший порошок из толченого красного кирпича. В старину им чистили даже стволы огнестрельных орудий. В народном быту кирпичная мука кое-где и по сей день популярное средство для очистки и шлифовки медной посуды, в особенности самоваров. Специально подобранный кирпич мыли дочиста, а затем очень тщательно сушили и раскалывали пополам. Одну половину кирпича терли о другую до тех пор, пока их трущиеся поверхности не становились совершенно ровными. Только после этого на пол стелили сухую тряпку или газету, на которую при трении половинок кирпичей сыпался очень мелкий красно-оранжевый порошок – кирпичная мука. Ею припудривали влажную тряпку и натирали медный таз, чайник или самовар (рис. 1).
Кирпичная мука снимала образовавшиеся на поверхности металла окислы, открывая чистый металл. Вначале крупники кирпича, имевшие острые грани, действовали как мельчайшие режущие инструменты, срезая окисленный металл; затем, когда острые грани округлялись, зерна начинали меньше срезать металл, а больше выглаживать, лощить, а то и полировать до зеркального блеска.
Полирование. Отшлифованное металлическое изделие полируется с помощью специальных полировальных паст, в которые могут входить мел, известь, доломит, окиси хрома, алюминия, железа.
Для полировки металла в быту довольно часто применяют мел или зубной порошок, смоченный водой. Хорошую полировальную пасту легко приготовить из зубногопорошка, смешав его с нашатырным спиртом до образования сметанообразной массы. Особенно хорошо полируются такой пастой медь и ее сплавы – латунь и бронза.
К концу лета, в августе, где-нибудь у калитки сада для сельского жителя была уже припасена готовая природная паста. Достаточно было сорвать гроздь-другую спелых ягод красной бузины и натереть ее соком самовар или какую-либо другую медную посуду, чтобы загорелась, засияла медная поверхность множеством бликов. Кстати, красную бузину сажали поблизости от дома еще и потому, что се спелыми сочными плодами можно было при случае хорошо отмыть руки от всевозможных красителей, особенно растительного происхождения.
В технике и декоративно-прикладном искусстве наиболее часто для полирования металла применяется так называемая паста ГОИ (Государственного оптического института). Основу пасты составляет окись хрома. Различают грубую, среднюю и тонкую пасту. Грубой пастой удаляют мельчайшие царапины, оставшиеся на металле после обработки его абразивными материалами. Средней добиваются ровного блеска металла. После полировки тонкой пастой металл приобретает интенсивный зеркальный блеск.
С помощью пасты можно полировать металл как вручную, так и на полировальных кругах, работающих от электромотора. Частота вращения полировальных кругов должна быть в пределах от 2800 до 5000 оборотов в минуту. Нужно иметь как минимум 2 полировальных, круга – один из войлока, а другой из ткани (бумазеи, миткаля и т. п.).
Войлочный шлифовально-полировальный диск составляют из нескольких слоев кругов диаметром от 15 до 30 см, которые вырезают из голенищ старых валенок. Толщина диска должна быть равной примерно 3–4 см. Смазав круги тонким слоем клея БФ-6, круги накладывают друг на друга, прижав сверху тяжелым грузом. Когда войлочный диск высохнет, в середине трубкой с остро заточенными краями просекают сквозное отверстие, диск укрепляют на валу электроточила, имеющего резьбу, с помощью двух больших шайб и гаек. Диск можно насадить также на короткий стержень с резьбой. Благодаря этому его можно будет легко закрепить в патроне сверлильного станка или дрели (рис. 2).
Матерчатый диск крепится так же, как и войлочный, но изготовляют его несколько иначе. Вырезанные из бумазеи, миткаля, сукна, хлопчатобумажной ткани круги сшивают вместе по нескольку штук в многослойные круги такой толщины, какую способна прострочить швейная машинка. От края отступают 3–4 см и прошивают вначале по окружности, а затем по спирали, равномерно приближаясь к центру. Сшитые многослойные круги склеивают друг с другом. Край шириной 3–4 см клеем не смазывают.
Полировочную пасту наносят на диск во время его вращения.  Рис. 2. Матерчатый круг
При прикосновении бруска из пасты войлок окрашивается в золено-бурый цвет. Полируемый предмет прижимают к войлочному кругу мягко, без сильного нажима. Время от времени его отнимают от вращающегося круга, контролируя качество обрабатываемой поверхности. Полирование заканчивают после того, как изделие станет гладким, приобретя равномерный блеск. Затем изделие полируют на тряпичном диске, который удаляет остатки пасты и усиливает блеск до зеркального.
При ручной полировке паста наносится на куски войлока, фетра, сукна, кожи. Вначале металл обрабатывают пастой, нанесенной на войлок и кожу, а затем отполировывают до интенсивного блеска чистым фетром или сукном. Если нужно отполировать какие-то малодоступные поверхности, особенно в небольших ювелирных изделиях, находящиеся в узких углублениях, то полирование выполняют палочками из древесины, имеющей равномерную однородную текстуру: липы, березы, осины, лещины, бука и др. Палочки вырезают самой разнообразной формы, которая будет зависеть от характера обрабатываемых поверхностей – с цилиндрическим, полуцилиндрическим, прямоугольным, трапецеидальным, треугольным сечением, с выпуклой и вогнутой рабочей частью. Рабочую часть палочки натирают пастой. В процессе полировки частицы пасты проникают в древесину и закрепляются в них довольно прочно.
Отличные полировальные палочки можно сделать пз деревянистого стержня болотного растения – рогоза. Стержень находится внутри созревшего початка. В августе темнокоричневые цилиндрические початки рогоза поднимаются высоко над узкими продолговатыми листьями и видны издалека. Срезанные початки сушат, затем удаляют пух, а из стержня, на котором он держался, делают шлифовально-полировальную палочку. Ее прочная шершавая поверхность хорошо удерживает шлифовальные и полировальные пасты (рис. 3).
 Рис. 3. Рогоз и полировальные палочки из его стебля
Источник: http://bookz.ru/authors/g-fedotov/4ekanka_041/page-2-4ekanka_041.html |
